用这种带角度的刀粒铣螺牙,刀具是不是需要设置?
冉冉.GU.州苏

大师们,用这种带角度的刀粒铣螺牙,刀具是不是需要设置?
白小,加机,海上
测下直径就可以了
冉冉.GU.州苏
转起来的直径已经测量过了,牙距也是对的,我铣的是M16×1.5 H6的内螺牙,底孔我给的14.6牙距给的1.5,铣牙还给了刀补,我试了3个都不行。通规都进不去
掌人仙.cnc莞东

白小,加机,海上
继续补大
直到通规进为止
直到通规进为止
冉冉.GU.州苏
有可能后处理有问题,通规最斜着进的,止规也斜着进了
白小,加机,海上
换个后处理试试呗
斜着进?什么鬼?
斜着进?什么鬼?
冉冉.GU.州苏
真的

雷,0lGU,圳深
顺铣从下往上铣
用铣牙命令
用铣牙命令
冉冉.GU.州苏
我是左手,从上往下铣的
?深圳,UG10,雷 顺铣螺纹必须从下往上铣吗?
?深圳,UG10,雷 顺铣螺纹必须从下往上铣吗?
白小,加机,海上
无所谓的
雷,0lGU,圳深
顺是下往上
有所谓
有所谓
白小,加机,海上
都可以的
只是有的会排削不好,只要底孔深点就可以了
只是有的会排削不好,只要底孔深点就可以了
冉冉.GU.州苏
问题是我师傅也不用UG编铣螺纹,他手编了一个,铣出来一点毛病没有
雷,0lGU,圳深
那你对比一下看那个参数不合理不就对了
冉冉.GU.州苏
底孔够深的,深了5毫米
白小,加机,海上
有大师带
雷,0lGU,圳深
我一般一刀过,顺铣
白小,加机,海上
用宏程序几下就搞定了
雷,0lGU,圳深
往下往上
冉冉.GU.州苏
今天晚上,我去找块铝料试一试
坛文库里有没有后处理,我这个后处理也有可能有问题
坛文库里有没有后处理,我这个后处理也有可能有问题
雷,0lGU,圳深
不要线性
用圆弧
用圆弧
白小,加机,海上
那不要改后处理吗?
?深圳,UG10,雷
?深圳,UG10,雷
冉冉.GU.州苏
我加一后处理 之前那个是这样的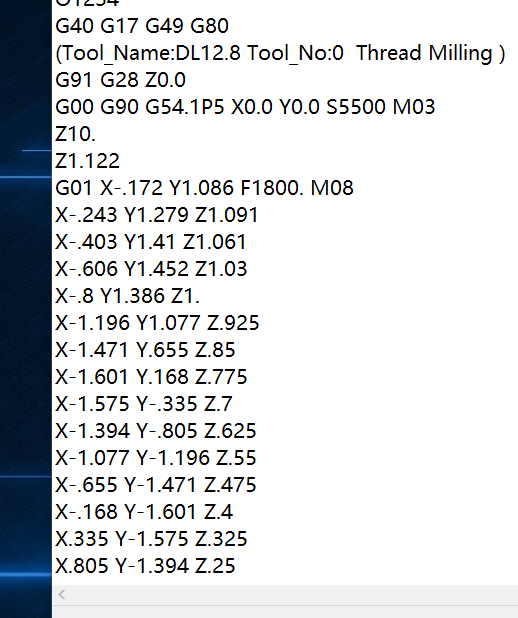

雷,0lGU,圳深
NONO
冉冉.GU.州苏
现在这个帮我看看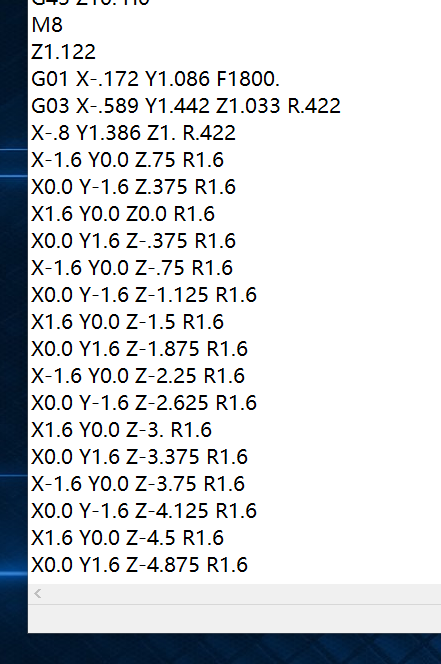

雷,0lGU,圳深
公差给小点
冉冉.GU.州苏
?深圳,UG10,雷 后面这个后处理可以吗?
前面那个好像是走线
前面那个好像是走线
雷,0lGU,圳深
KY
模拟一下
模拟一下
.程编.东广
招一个零件编程,工作地点:东莞大朗
轩刘.训培.贡自
洗螺纹,螺旋洗孔,最好是IJ或者R
冉冉.GU.州苏
收到
程编件零0lGU,圳深
?苏州-UG-冉冉 用孔铣,螺距输入好
螺旋进刀
螺旋进刀
冉冉.GU.州苏
后处理问题,我第一次就是螺旋走的,不行才改铣螺纹专用的
程编件零0lGU,圳深
没有编过,但是会编
螺距是关键

螺距是关键
雷,0lGU,圳深
这个你还是用专用铣螺纹的命令号进退刀也很关键
冉冉.GU.州苏
好吧,没编过
第一次便就撞墙了
第一次便就撞墙了
愁莫.杂打.贡自
自信点,不用怀疑就是你编程问题
程编件零0lGU,圳深

一般不搞铣螺纹
大把厂不搞
冉冉.GU.州苏
?深圳,UG10零件编程 小厂,主要为了节约成本,料可以下薄点
刀具也不用买,现成的
刀具也不用买,现成的
程编件零0lGU,圳深
对啊
我这也是,夹位就1.5毫米
以前我都是4毫米夹位
习惯就好,加工不打飞机就行,管那么多
先开台阶,再搞外形,不然打飞机
我这也是,夹位就1.5毫米
以前我都是4毫米夹位
习惯就好,加工不打飞机就行,管那么多
先开台阶,再搞外形,不然打飞机
工陆
招工,深圳宝安区,塑胶模具厂,招塑胶模具设计工程师,联系电话136 4146 5032罗主管。
司公计设具模宇达

相关问题
------分隔线----------------------------
- 赞.助.商.链.接
- 热点内容
- Premiere我今天在一个视频编辑上加了字幕,然后导出(设置在桌面),但之后在桌面上找不着,没有导出的视频有谁指教指教
- 在premiere里面怎么设置视频的大小,并且不影响食视频的清晰度的?
- Premiere还有问题请教,电脑上播放有声音,手机播放没声音,咋回事?是输出设置不对吗?参数咋设置?
- Premiere各位大神,请教下怎么给视频设置制定的封面图?
- ppt视频,在切换里设置了播放15秒时间,但我导出的视频确是50秒
- 可以把十几个月份的表格不用一张张的弄,一下都设置打印出来吗
- Excel大家好,请问为什么设置了公式总有某些单元格不显示0呢?
- Excel这个图标里面的百分比 是自己 添加文本写进去的吗?还是可以设置?
- Excel有谁知道图表可以不随增加列或增加行,旁边的宽度不变啊在哪设置
- Excel页边距设置成左右一样的然后水平居中然后看下是不是设置了装订线
- 赞.助.商.链.接
- 推荐内容
- 表格怎么设置十字光标哦?百度说在阅读模式里面,我根本没找到
- CAD基础设置怎么设置啊你们? 之前硬盘坏了,又重新装了cad 现在设置的用不习惯,这个怎么设置 我要查距离di 为什么它会跑两边去?
- 安装CAD”安全系统(软件锁许可管理器)不起作用或未正确安装:先把电脑的隐藏文件设置为显示,然后找到【C盘/programData/FLEXnet】文件夹里的注册表adskflex_*_tsf.data文件,将adskflex_*_tsf
- 有没有人会的手机里有提醒设置 但是他这个版本跟我是不一样的 好多设置我手机上是没有的
- CAD基础设置怎么设置啊你们? 之前硬盘坏了,又重新装了cad 现在设置的用不习惯,这个怎么设置 我要查距离di 为什么它会跑两边去?
- Excel@小仙女 姐姐打印机该怎么设置,我那个页边距设置也没用
- 再说了,钉钉不是有报表么?为什么还去导原始数据?考勤设置好上下班时间以及中间的休息时间,报表自动全部给你计算好
- Excel表格怎么设置十字光标哦?百度说在阅读模式里面,我根本没找到
- CAD请问这是什么原因,点选项-设置-就出现这种现象
- Excel在这个表格输入一个数,这个表格自动乘以0.56.怎么设置呢?
- Mac安装win系统 设置好的磁盘格式跟磁盘名 装完格式跟名变了 启动盘没有这个盘大佬知道什么原因吗?
- 手机怎么设置能玩游戏的时候也能提示消息
- 以前三维捕捉角度画直线没歪呢,现在歪了是不是我把坐标弄歪了开2.5维捕捉就没问题了,3维是斜的
- CAD基础设置怎么设置啊你们? 之前硬盘坏了,又重新装了cad 现在设置的用不习惯,这个怎么设置 我要查距离di 为什么它会跑两边去?
- Mac请问大神们,访客模式能不能设置指定文件夹?
- 华为从应用商店以外的其他途径下个软件安装不上,说没有权限,从设置里打不开开发者模式而且上面那些加在一起也没有64G啊 剩下的十多G都是系统吗?有哪位大哥知道吗?蟹蟹
- PPT播放中那个鼠标箭头怎么设置那种有蒙层的,比如鼠标箭头带着黄色蒙层有没有高手啊
- hxd们maya阿诺德渲染成动画怎么设置啊
- 树莓派 请问下双击不能直接打开桌面程序,需要 再点击 执行 才行。 怎样设置下 才可以双击 直接就能打开。
